Open-End (OE) İplik Eğirme Sistemi
Open-End makinelerinin otomasyona çok uygun olmaları ve yüksek üretim hızları nedeni ile kullanımları sürekli olarak artış göstermiş ve bugün için dünyada yaklaşık %30 civarında bir pay sahibi olmuştur. Teknolojik gelişmelere paralel olarak rotor iplerinin kullanım alanları da gittikçe genişleme göstermiştir. İplik yapısı olarak ring ipliklerine göre çok daha farklı özellikler göstermesine rağmen artık ring ipliklerinin kullanım alanlarında da kullanılabilmektedir. Hatta bazı alanlarda ring ipliklerine göre önemli üstünlükler sağladığı da söylenebilir.
Rotor eğirme, ring eğirmeden sonra, ipliğin yapısını büküm ve çekim parametreleri ile belirleme olanağı sunan bir iplik üretme yöntemidir. Bunun yanı sıra open-end rotor eğirme, çok yönlü olarak kullanılabilen eğirme yöntemidir. Çünkü sadece rotor, düze ve açılı silindir gibi eğirme elemanlarını değiştirmek suretiyle, kısa ştapel iplikhanesinin bütün materyallerini, 12tex’den 150tex’e kadar numara alanında eğrilebilmektedir. Bu hem teknolojik hem de ekonomik açıdan geçerlidir
OE Rotor İplik Eğirme Prensibi
OE-Rotor iplik makinesine kovalar içinde sevk edilen elyaf şeritleri iplik haline getirilirken eğirme işlemi esnasında üç temel olay gerçekleşmektedir. Bunlar;
* Liflerin açılması ve paralelleştirilmesi,
* Açılan ve paralelleştirilen liflerin rotor içerisine iletilmesi ve açık olan iplik ucunda bir araya toplanması,
* Açık iplik ucunda bir araya toplanan liflere büküm verilerek iplik haline getirilmesi işlemleridir.

OE-Rotor ipliği üretiminde liflerin eğirme esnasında izlediği yol şu şekildedir;
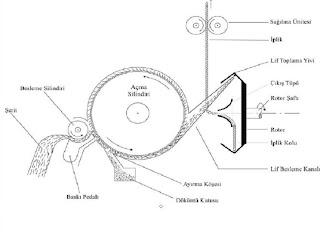
* Makinenin ön-alt bölümüne (zeminine) yerleşen kovalardan alınan şeritlerin besleme silindiri tarafından açıcı silindire aktarılması,
* Şerit besleme silindirinden açma silindirine geçerken aradaki hız farkından dolayı (Vaçıcı>Vbesleme) açma işlemi gerçekleşir. Bu açmanın tesiriyle lifler arasındaki mesafenin açılması ve tutuculuğun azalmasıyla kir, toz ve yabancı maddeler ayrılır ve bu sayede bir miktar temizleme işlevi de gerçekleşir. Bu işlem esnasında liflerden ayrılan kir, toz ve yabancı maddeler döküntü haznesine dökülürler.
* Açma silindiriyle daha önceki şerit formuna göre oldukça açılmış olan lifler lif besleme kanalına iletilirler. Lif besleme kanalından da vakum (hava çekimi) etkisiyle rotor duvarına dökülürler.
* Rotor duvarında dönmekte olan açık iplik ucuna tutunan lifler rotorun dönüşü etkisiyle büküm alarak iplik yapısına dâhil olurlar. Oluşan iplik bir taraftan da sarma ünitesi tarafından çekilmektedir.
* Lif besleme kanalından rotor duvarına liflerin dökülmesi, açık iplik ucuna liflerin tutunarak iplik yapısına dahil olması ve oluşan ipliğin çekilerek sarılması OE-Rotor ipliği üretimi için sürekli olarak devam eden bir akıştır.

Bu şekilde oluşan iplik rotorla yaklaşık olarak dik açı yaparak düze üzerinden geçer ve bobin formunda sarılmak üzere sağılma silindirleri tarafından çekilerek bobinleme ünitesine aktarılır.
Open-End İpliklerin Özellikleri
Open-end iplik eğirmenin avantaj ve dezavantajlarının yanı sıra toplu olarak incelenmesi açısından open-end ipliklerinin temel özellikleri ring iplikleri ile karşılaştırılarak ana hatları ile şu şekildedir:
*Open-end iplikler çoğunlukla kısa elyaftan üretilmiş ipliklerdir. İplik yapısında elyafla belirli bir düzensizlik gösterirler. Fakat bu düzensizlik iplik boyunca hep aynıdır. Üniformite ön plandadır. Örneğin; düzgünsüzlük açısından iplik boyunca değişim ring ipliğe göre % 10-20 daha iyidir.
* Özellikle yüksek bükümlü türlerde aşınmaya karşı direnç büyüktür. Ring ipliklerine nazaran % 5-7 oranında daha yüksek bir sürtünme mukavemetine sahiptir.
* Hacimlilik ve emicilik yüksektir. Çok yüksek verim verilmemişse tutumu da iyidir. Emicilik özelliklerinin iyi olması parlak tonların ve baskı desenlerinin elde edilmesini sağlar. Ayrıca örtme gücü, ısı tutma, hava geçirgenliği gibi özellikleri de ring ipliklere nazaran daha iyidir.
* Aynı özellikteki elyaflardan elde edilmiş ring ipliklere nazaran daha üniform düzgünlükte, pürüzsüz yüzeyli ve az tüylü iplikler üretilir.
* Open-end ipliklerin elastikiyeti fazladır. Ring ipliklere nazaran daha elastikler. Bükümün özelliğinden dolayı open end ipliklerinin dış kısmında iyi yönlenmemiş elyaflar daha fazladır. İplik çekildiğinde bu elyaflar oryante olarak uzamayı arttırır.
*Open-end iplikleri genelde ring ipliklere nazaran daha temiz ve daha az nepslidir.
*Mukavemet, ring ipliklerinde % 15-20 daha düşüktür. Mukavemetin arttırılması için bükümün arttırılması gerekir. Tutumu sertleştirir. Mukavemeti iyileştirmek için genelde büküm ring ipliklerinden % 10-15 daha fazladır.
* Open-end iplikleri genelde orta ve kalın numaralı ipliklerdir. Pratikte en çok 6-30 numaralı (Ne 6-30) iplikler open-end’ de üretilir. Bununla beraber daha ince ve daha kalın ipliklerin üretimi ekonomik değildir. Penye open-end iplik üretimi pek yapılmaz.
Open end iplikleri yaygın olarak örgü mamullerde, dokunmuş dış giyim, denim, iş kıyafetleri ve masa örtülerinde kullanım alanı bulmaktadır.



